- 全国统一服务热线
- 13864165278
- 深冷箱|深冷处理设备|速冻机|速冻设备|低温装配设备

深冷处理的主要优点可以增强抗磨性;增强强度和韧性;提高抗腐蚀、耐磨性;增强抗冲击性;提高抗疲劳强度;经过一次深冷处理可以保证被处理材料始终具有被提高的力学性能;不...


液氮冷冻分离触摸屏技术,从个体经营到企业规模化投产,已得到越来越广泛的应用。 随着以苹果三星HTC等为代表的采用电容式液晶触控面板的智能手机及平板电脑的普及率越来越高,...

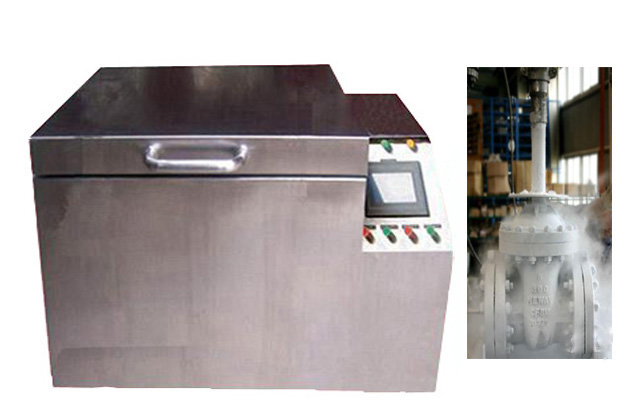
济南高盛公司对低温阀门或超低温阀门进行深冷处理的专用设备,受到用户的好评。下面我们一起来看一下深冷处理的重要性。 用奥氏体不锈钢制作低温阀门的零件,并进行深玲处理后...

液氮深冷装配设备是本公司根据冷装配行业要求,最新研发的液氮深冷装配设备,处于同行业领先水平。采用人机界面+PLC+模块可编程控制控制方式,实时监控箱内温度变化,具备手动和...
 13864165278
13864165278
|
|

高盛深冷处理设备致力于材料深冷技术研究。我公司专业研发、生产、销售深冷处理设备,为企业生产以及科研院所的材料研究提供助力。领先的技术,优化的配置,实现人机界面+PLC...

食品速冻机在食品保鲜领域的快速发展,随着现代生活节奏的日益加快,速冻食品成了人们生活中有了不可或缺一部分,液氮速冻机成为国民生活中越来越离不开的重要设备,推动着我国速冻设...
Copyright(2016)© 深冷处理机_液氮速冻机设备_深冷箱液氮储存罐-高盛试验机 版权所有
公司地址:济南市中区袁柳工业园
电 话:13864165278 传真:0531-87953178 在线洽谈:1628832526@qq.com